How to
Search
Find
How to
Join
How to unlock equipment calibration
unlock
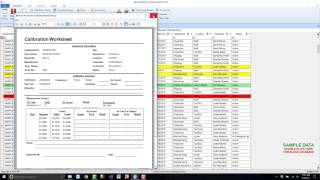
Laboratory Equipment Calibration Management using Excel
Play Video
Video time control bar
0:00
▶️
⏸️
🔊
Audio volume control bar
0:00
/
0:00
↘️ 0.25
↘️ 0.5
↘️ 0.75
➡️ 1
↗️ 1.25
↗️ 1.5
↗️ 1.75
↗️ 2
↔️
↕️
Timecodes:
No transcript (subtitles) available for this video...
Other suggestions:
How to reset (re-calibrate) your treadmill
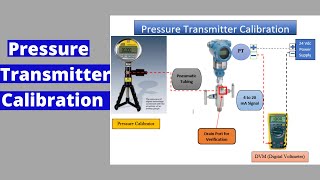
Pressure Transmitter | Calibration/Verification
How To Calibrate Digital Pocket Scales WITHOUT a Calibration Weight
Calibration Worksheets
Caliper Calibration - How to Calibrate a Caliper
Calibration Laboratory requirement | Part 6
Automatic level- Complete dismantling, Optics cleaning, Overhauling & Calibration(NABL traceability)
Exporting a SoundID Reference calibration profile for Audient ORIA interface
SAP PM - Equipment Calibration
Understanding VNA Calibration Basics
Top 7 Calibration Questions & Answers for Technical interviews
Calibration Methods on the Elcometer 456 Coating Thickness Gauge
How To Connect Your Sound System Tuning Rig And Take A Measurement
Concrete Air Meter Calibration Guide - Humboldt Services
Calibration Order Process | SAP PM/QM
Instrumentation Pressure Calibration Training
Calibration Adjustments. Who can do adjustments? - Test and Measurement Equipment (Part 2 of 7)
How to Calibrate Pressure Instruments